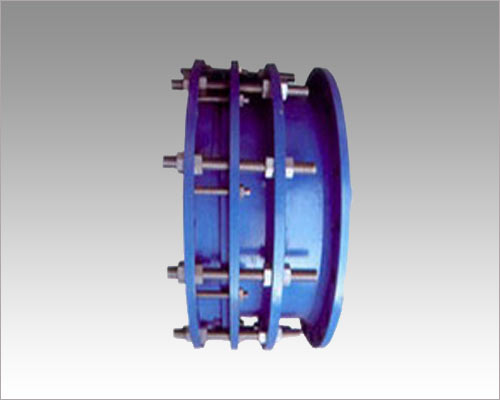
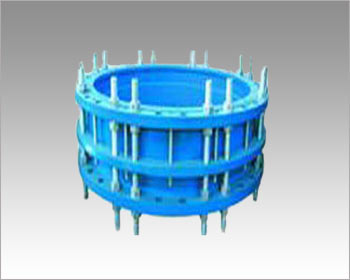
直埋補償器
直埋波紋補償器的安裝特點。
在實際操作過程中,為了保證加工效果,我們將確定直埋波紋補償器加工中的原鉗口距離,一般略大于沖頭、直埋波紋補償器行程和燃燒余量后鉗口距離之和。一般來說,如果直埋波紋補償器厚度較厚,鉗口的原始距離應較大,如果直埋波紋補償器寬度較大,鉗口的原始距離也應較大。但通過比較,我們主要根據直埋波紋補償器的厚度來判斷。
直埋波紋補償器固化后鉗口之間的距離應參照直埋波紋補償器的厚度進行選擇。如果距離太大,很容易出現重疊焊接和扭轉問題,如果距離太小,沿焊接截面溫差較大。一般來說,直埋波紋補償器的厚度越小,預留距離就越小。此外,在大多數情況下,直埋波紋補償器也應參考直埋波紋補償器的厚度。
一般來說,如果直埋波紋補償器太小,頭部壓力就會降低,導致接頭內殘留一些焊渣和金屬氧化物,最終導致弱焊。但如果成型過大,直埋波紋補償器的焊接強度就會降低。因此,直埋波紋補償器應設置為直埋波紋補償器厚度的1-1.8倍。在直埋波紋補償器的生產加工中,可以合理調整直埋波紋補償器的左右部分,使輥與驅動輥的相對距離合理地改變到一定水平,具體應用迅速增加。
在整個拉伸和彎曲過程中,它被合理地放置在旋轉軸和輥之間。在實際運行過程中,驅動輥的前后方向被移除和旋轉,促使板反復移動,合理調整輥,緩慢壓下,進行合理的生產、加工和制造。直埋波紋補償器生產設備的夾層玻璃成型機械行業解決了生產過程中火焰溫度控制的問題。
用于驅動直埋波紋補償器驅動齒輪沿徑向移動,直埋波紋補償器上端表層打開通風口,點火管上方打開通風口,加熱設備與管道之間的高寬比。例如,在管道上制作直埋波紋補償器時,可以通過調整直埋波紋補償器來控制火焰。直埋波紋補償器生產設備的組織包括設置在數控車床上的旋轉接頭、容納管道接觸組的直埋波紋補償器結構和直埋波紋補償器結構。