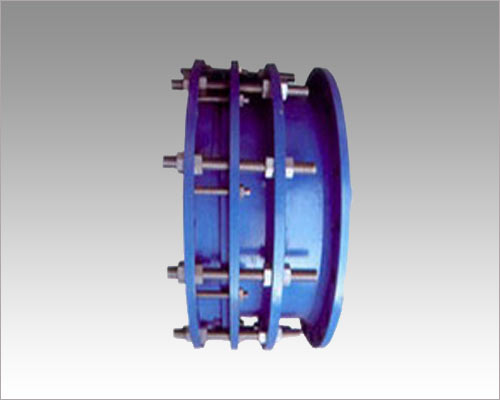
金屬補償器安裝要求
焊接金屬補償器時,保護氣體為氮氣,注意其純度、焊接電流、氮氣所需電流、氮氣流量等。鎢絲中噴射的氣體長度以4mm左右為準,部分角焊后以2mm為準。為了減少金屬補償器焊接氣孔的可能性,焊接部位應清理鐵銹、油污等。在金屬補償器對接底部時,為了減少底部焊接通道背面氧化的可能性,背面也需要進行氣體保護。
金屬補償器漏焊一般是指焊接過程中沒有焊點的漏焊,容易造成質量事故。漏焊的真正原因很難找到,解決問題的切入點也不清楚。預防措施只能加強自檢,增加流量質量檢查,增加最終檢查頻率,防止漏焊和開焊的發生。不合格的,不得移交下一道工序。著色探傷劑可用于檢測焊接漏不漏的材料。著色探傷是一種無損檢測方法,主要用于檢測肉眼無法識別的裂紋等表面損傷,如檢測不銹鋼材料的近表面缺陷(裂紋)、氣孔、疏松、分層、未焊透、未熔合等缺陷(又稱PT檢測)。適用于檢查致密金屬材料(焊縫)、非金屬材料(玻璃、陶瓷、氟塑料)和產品表面開口缺陷(裂紋、氣孔等)。
與金屬管相比,金屬補償器硬度低,剛度差。在搬運和施工過程中,避免外力不當造成機械損傷。金屬補償器暗敷后,應標明管道位置,以免二次裝修損壞管道。金屬補償器在5℃以下具有一定的低溫脆性。冬季施工時要小心,切管時要用鋒利的刀具慢慢切割。安裝的管道不受到重壓或敲擊,必要時應覆蓋易受外力的部位。金屬補償器長期暴露在紫外線下,容易老化降解,安裝在室外或陽光直射處,包扎深色保護層。
金屬補償器應定期檢查熔化溫度,以確保值正確。在熔化過程中,應防止管件和管道向外滑動。加熱后禁止旋轉。金屬補償器應嚴格遵守附著時間和冷卻時間,金屬補償器的壓力試驗應嚴格按照標準進行。只有這樣,系統才能正常可靠地運行。金屬補償器具有重量輕、耐腐蝕、不結垢、使用壽命長、無毒、衛生的特點。金屬補償器的原料包括碳和氫,無有害有毒元素,衛生可靠,不僅可用于冷熱水管道,還可用于純飲用水系統。金屬補償器不能長時間暴露在陽光下。為避免管道在儲運過程中彎曲,堆放應平穩。
搬運管道時,堆放高度不得超過2M,搬運時應小心避免油污。嚴禁使用金屬補償器進行劇烈撞擊、劇烈觸摸、投擲、握持和拖密封后,埋管的位置和方向應在墻上埋管的位置和方向。嚴禁將金屬釘等尖銳物體撞擊或釘在管道上。金屬補償器安裝后不得用作吊架。與金屬補償器相比,金屬補償器具有耐高溫、耐腐蝕、耐老化的優良品質。金屬補償器通過熱熔焊接連接,這是比較常見的。